压缩木具有环保可持续、稳定性高、美观实用和创新发展潜力高等特性。通过探索圆棒榫旋转焊接技术在压缩木板节点连接结构中的应用,为其提供一种更高效、更环保、更可靠的连接方式,以提高其绿色环保性和加工效率,从而推动家具行业的创新发展。基于稳健优化设计理念,采用正交试验方法,探究了不同材料(原竹、木荷、榉木)所制圆棒榫、不同进给速度(270,390,510 mm/min)及不同孔径比(10/9,10/8,10/7)三方面因素对焊接工艺性能的影响规律,并进一步对各组结果进行信噪比分析,以更好地实现高质量的工艺优化结果。经过稳健优化得到的最佳工艺:木荷榫,进给速度为510 mm/min,榫径孔径比10/7。相比直观最佳组(G9),稳健优化组的承载力提高了8.38%,信噪比提高了1.39%; 相对传统五金连接构件的抗弯力提高了326.61%,信噪比提高了33.35%,可见该技术在压缩木板中具有较高的适用性和明显的优势性。该研究拓宽了该技术的应用领域,为其在其他种类木材中的应用提供了指导,也推动了此技术的研究和发展,从而为家具企业的创新发展和产业升级作出了积极贡献。
木材作为一种天然可再生的绿色材料,随着建筑装修行业、人造板和家具制造业等的兴旺发展,其需求量迅速增长,这导致国内木材市场面临着严重的供需不平衡和结构性矛盾。自2017年我国全面停止天然林商业性采伐以来,人工林和间伐林提供的柳杉、杨树、桉树等速生木材的占比越来越大,我国逐渐转向大量使用速生木材的阶段。
然而,速生木材大多存在轻软、心材与边材含水率差异大、生长应力明显、渗透性差等固有缺陷,这导致传统木材加工和连接方法难以有效利用小径木材和幼龄材。因此,对软木进行压缩密实等改性处理能够有效缓解木材工业生产的需求压力。
目前,黄荣凤团队已经完成了体系化的层状压缩工艺研发。未经压缩密实处理的素材表面粗糙,耐磨性较差; 而经过压缩处理后,木材的实体在单位体积内增加,从而提高了密度、硬度和强度等物理力学性能,同时还使颜色加深,质感和美学价值提升。
近年来,许多学者致力于研究压缩木材的构件连接方式。传统木结构中常使用榫卯或金属件连接木材,但家具用压缩木厚度一般为18~25 mm,难以形成传统榫卯结构所需的深度和宽度,并且榫卯连接存在削减构件和损失木材的问题,连接效果良莠不齐; 而通过金属连接件连接(如螺钉、钢板、五金扣件等)的方式会因金属的引入产生锈斑或腐蚀,影响长期使用效果。
此外,石油化工类合成胶黏剂也广泛应用于木结构连接生产中,这种接合方式大体上提高了整体结构刚度,然而胶黏剂的大量使用不仅加速了石油能源的消耗,还普遍会在使用过程中释放甲醛等有毒气体,从而带来日益严重的健康和环境问题。
此时,圆棒榫旋转焊接技术的出现成为人们关注的新亮点,为压缩木的应用拓展了更多可能性。这项技术的原理是高速旋转的圆棒榫与预钻孔内壁在高压摩擦作用下熔融软化,随后在冷却过程中固结重组,实现了紧密结合。圆棒榫旋转焊接技术的应用可以节约资源、降低对环境的不良影响、提高加工效率等,实现绿色环保的无胶结合。
经过压缩处理的木材(如层状压缩木材)由于其表层密度、硬度和稳定性的提升,在旋转焊接中的表现可能会更好。然而,该技术在实际生产中还有多方面的影响因素,如何提高焊接强度是其所面临的重要挑战。
稳健设计是以低成本提高产品质量、可制造性和可靠性的重要方法,可以应用于工艺设计阶段,其核心在于通过优化工艺参数,确保相关结构件在制造和使用过程中的性能稳定性。因此,本研究引入稳健设计思想,选用Taguchi稳健设计法,将压缩木家具的工艺设计目标转化为找到抗干扰能力强、调节性能优异、性能稳定可靠的工艺参数,以实现压缩木L型构件焊接节点强度的优化设计。在此基础上,再将稳健优化得到的焊接构件与传统连接方式下的同规格构件进行性能对比,旨在探索圆棒榫旋转焊接技术在压缩木家具等木制品中的应用潜力。这一技术的应用不仅有望提升家具等木制品的环保性能和加工效率,还能赋予产品独特的差异化优势。
此外,中南林业科技大学何佳容、张仲凤等还致力于为该技术在不同种类木材中的应用提供实践指导,拓展其应用领域,并推动相关技术的研究与发展,进而促进家具企业的创新步伐,推动我国家具及其他木制品行业的整体产业升级。
1.1试验材料
本研究L型构件为板式家具构件连接结构的简化,木基材选用经过水热控制下的层状压缩方法制得的速生柳杉(Cunninghamia lanceolata)层状压缩木板,产自中国山东省冠县,平均密度为390 kg/m3,表层密度约为650 kg/m3,含水率约为10%,压缩率为23.1%,表面硬度为10.49 N/mm2,上下表面压缩层的厚度约为2.5 mm,硬度增加率为141.53%,裁切得到的纵材尺寸为160 mm×60 mm×20 mm,横材尺寸为140 mm×60 mm×20 mm。圆棒榫选用木荷榫、毛竹榫和榉木榫,其中荷木(Schima superba)产地为广东广州,气干密度为690 kg/m3; 毛竹(Phyllostachys edulis)产地为浙江台州,气干密度为660 kg/m3; 榉木(Zelkova serrata)产地为广东惠州,气干密度为720 kg/m3。圆棒榫直径均为10 mm,长度为100 mm,焊接前均干燥至含水率3%~5%。预钻孔直径为7~9 mm、深度为55 mm,焊接深度同样为55 mm。
1.2实验设备及试件制作
1.2.1 圆棒榫旋转摩擦焊接的L型构件的制作方法
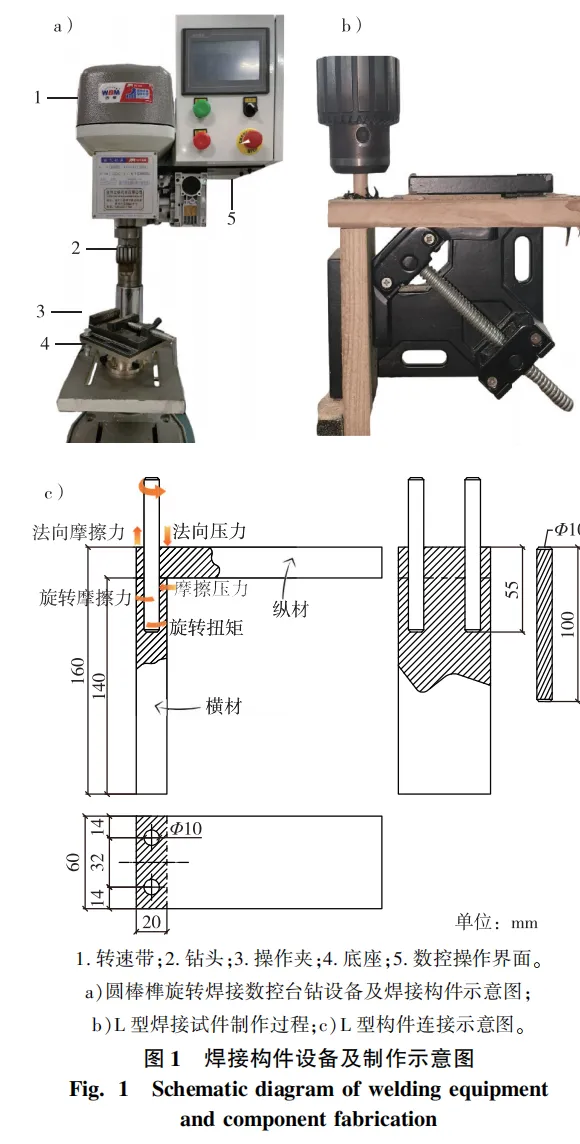
圆棒榫旋转焊接数控台钻设备及焊接构件示意图如图1a所示,该台钻型号为Z4120H,钻头持夹直径范围是1~15 mm,能够实现进给速度与深度的无极调节。在操作中,钻头的旋转速度控制为1 800 r/min,整个单次焊接过程只需7~12 s。L型焊接构件的示意图见图1b,首先将两块压缩木板放入90°木工直角夹内按“L”型组装好; 接着将木工钻从横向试件的表面钻入竖向试件的端部,两孔中心间距为32 mm; 待两个预钻孔完成后卸下木工钻,并将圆棒榫紧固在夹头内,在设置进给速度和进给深度后启动数控台钻,当焊接至预设深度(即预钻孔底部)时,立即按下急停键,保压约10 s后再松开夹头完成焊接; 最后将焊接好的试件在20 ℃温度和相对湿度为65%的室内环境中放置7 d后进行抗弯力学测试。L型试件的加工示意图如图1c所示。
1.2.2两种传统连接方式的L型构件制作方法
白乳胶连接构件的预钻孔方法与旋转焊接试件的相同,本实验采用了双粘接技术,即在插入圆棒榫之前,预钻孔(直径10 mm)和圆棒榫(直径10 mm)的接触面上均匀涂布胶水,涂胶量为150~200 g/m2,所使用的PVAc白乳胶pH为6.7,固体含量为43.2%,黏度为0.63 Pa·s; 装配后,及时擦拭掉少量挤出的胶液,确保构件表面干净; 接着,在20 ℃温度和65%相对湿度的室内环境中放置7 d后进行抗弯测试。对于偏心连接件,两孔中心点间距同样设定为32 mm,采用的螺杆尺寸为M6×L35,其中M代表连接杆的直径,L代表连接件的长度。
2.1正交实验设计
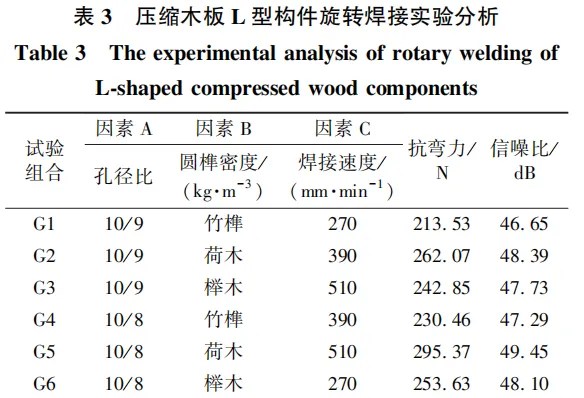
根据以往学者对于圆棒榫旋转焊接技术的研究,圆棒榫材料、孔径比和进给速度等因素对抗拔强度有重要影响。为此,本研究采用L9(34)正交试验表,针对圆棒榫材料、孔径比和进给速度3个因素进行试验。本实验共进行9组,每组重复5次,具体工艺因素水平见表1。
2.2抗弯测试实验方法
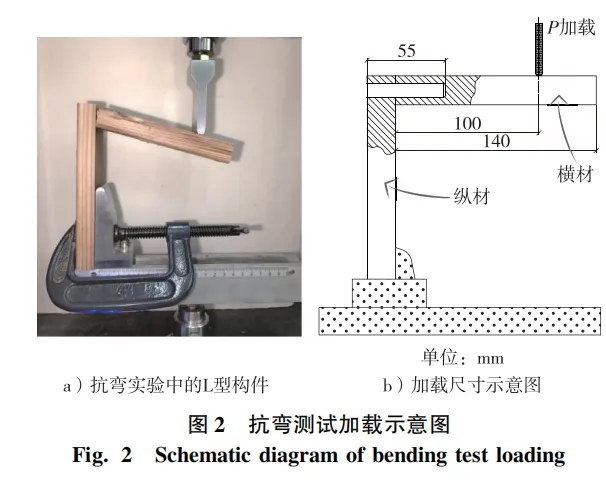
抗弯力学测试使用ZG-501A试验机进行,加载示意图见图2。在距L型构件横竖两板接触面100 mm处施加载荷,加载速度为10 mm/min。进行测试直至L型构件被完全破坏时停止,记录下试验峰值荷载为抗弯极限承载力,并进行5次测试,取其平均值以降低误差影响。
3.1实验现象
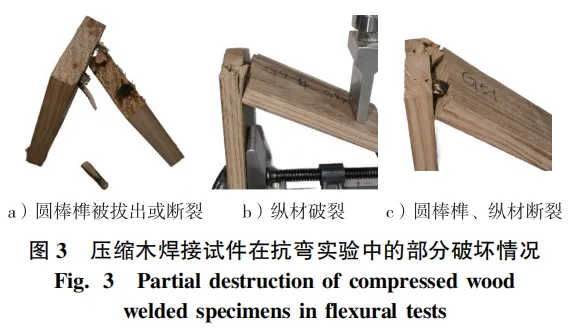
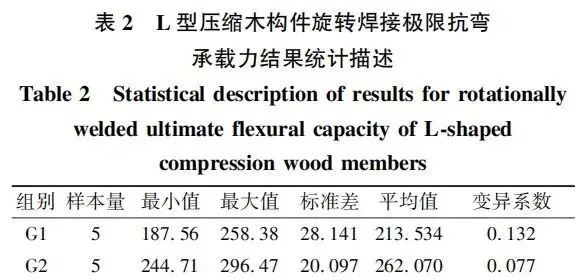
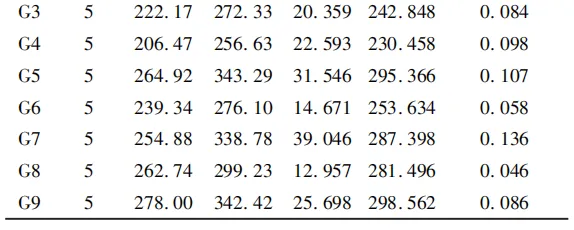
在圆棒榫旋转焊接过程中,圆棒榫和压缩木基材摩擦产生热量,使得接触面物质熔融软化,同时焊接过程中产生大量白烟。当榫径孔径比较大时,预钻孔中会有黑褐色的焊接物质被挤出。一旦停止焊接,熔融的物质会冷却凝固,促使圆棒榫与基材快速形成牢固连接。在进行抗弯测试时,随着夹头逐渐向下移动,试件的抗弯承载力逐渐增加,直至达到峰值后进入平台期; 大多数试件在发出脆响并基本失效后,抗弯承载力开始迅速下降。随着加载夹头的位移进一步增加,L型构件被完全破坏,实验随之停止。大多数焊接试件的失效形式为圆棒榫断裂,少数试件则表现为纵材破裂或圆棒榫被拔出,部分试件破坏形式如图3所示,各组实验结果见表2。
3.2实验结果信噪比分析
信噪比(signal-to-noise ratio,SNR)是信号强度与噪声强度之比,通常以分贝(dB)为单位,是评估稳健设计效果的一种工具,帮助优化设计的过程中量化系统的稳定性和性能。在质量工程原理中,产品的质量特性分为望目特性、望大特性及望小特性。在家居产品中,望目特性包括外观设计的美观性、光线亮度的合适性以及使用安全性等; 望大特性可能体现为舒适性、耐用性,例如沙发的坐感; 望小特性可能表现为节能性能,例如空调的能耗低。这些特性有助于确定产品设计和制造过程中的目标和标准,确保产品达到高质量水平。本试验的目标质量特性为L型构件的抗弯极限承载力,符合质量工程原理中的望大特性,望大特性的信噪比(S/N)计算公式如下:
式中,y为目标质量特性的值,即试件的极限抗弯承载力,N。
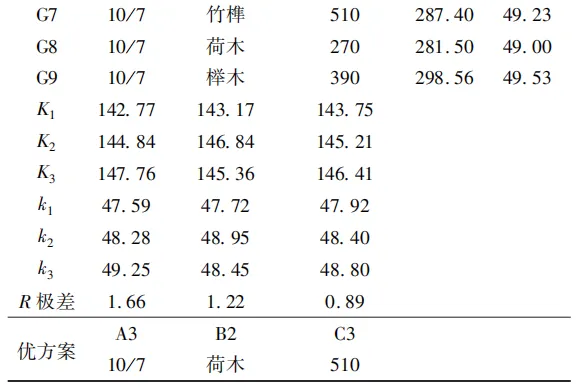
根据式(1)对各组抗弯测试平均值进行计算,得出的信噪比记录于表3中。通过直观分析可以发现,第9组方案最佳(榉木,榫径孔径比为10/7,进给速度为390 mm/min),极限抗弯力为298.56 N,信噪比为49.53 dB; 但信噪比分析结果显示,稳健优化得到的最佳工艺组合为荷木、榫径孔径比为10/7、进给速度为510 mm/min。
3.3变异数分析
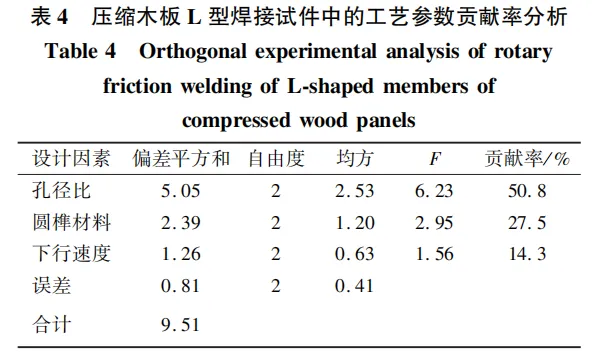
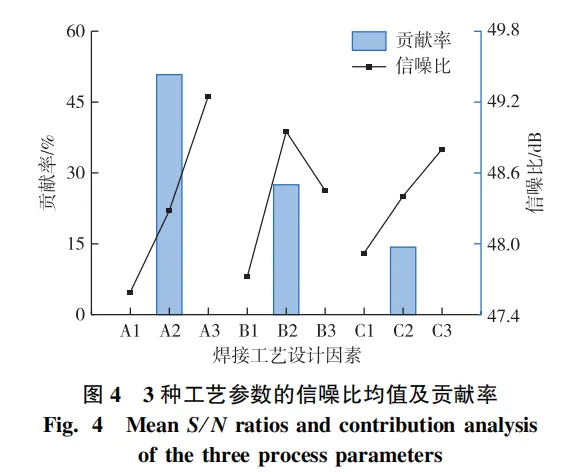
变异数分析(analysis of variance,ANOVA)通过百分比量化评估实验工艺因素对焊接性能的影响,并作出正确的判断与评价。分析各因素的变异性系数可以帮助确定3种因素的影响程度,即对目标质量特性的贡献率。根据表3得到3种工艺参数的信噪比均值和极差值R,可以发现R1>R2>R3,该排序表明孔径比对抗拉拔性能的影响最显著,其次是圆棒榫材料,最后是下行速度。对实验数据进行贡献率分析得出的结果见表4。在3个影响因素中,榫径孔径比对焊接强度的贡献度最大(50.8%),其次是圆棒榫材料(27.5%),最低的是进给速度(14.3%)。根据图4的3种工艺参数的信噪比均值及贡献率分析,可以帮助科学地优化设计工艺参数、确定应该重点优化的参数以提高试件焊接性能。
3.4验证与对比实验
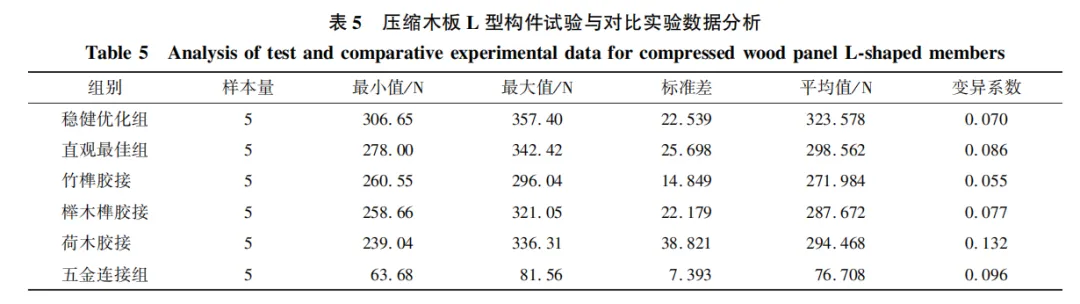
确保稳健优化实验中获得的最佳工艺参数确实改善了圆棒榫旋转焊接性能,是验证稳健优化设计效果的关键环节。因此,利用稳健优化设计得到的最佳焊接工艺参数制作压缩木L型构件(即榫径孔径比10/7,木荷榫,进给速度为510 mm/min),并与传统连接方式下的同规格L型构件进行对比实验,结果见表5。
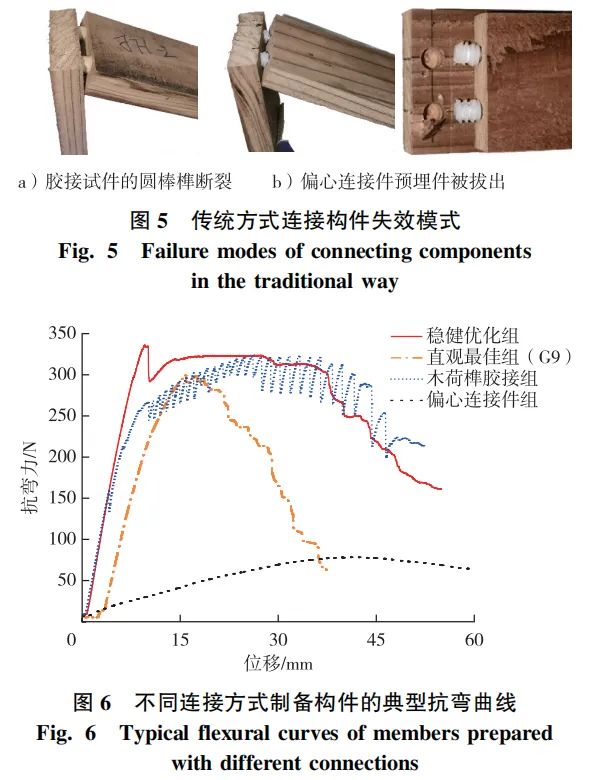
表5直观地展现了稳健优化组相较于直观最佳组以及传统胶接、五金连接方式的差异和优势。部分对比实验组的加载破坏形式如图5所示。由图5可见,胶接试件的失效形式多为圆棒榫被拔出或纵材破裂,偏心件连接试件的失效形式都为预埋件被拔出。各种连接方式下典型的抗弯曲线见图6。由图6可见,在变形位移达到45 mm时,稳健优化组的抗弯强度还能够保持在200 N以上,这相比直观最佳组有显著改善; 与木荷榫胶接组相比,稳健优化焊接组的极限抗弯承载力相当,但其抗弯曲线更平缓,这对于整体家具性能的稳定具有积极作用。
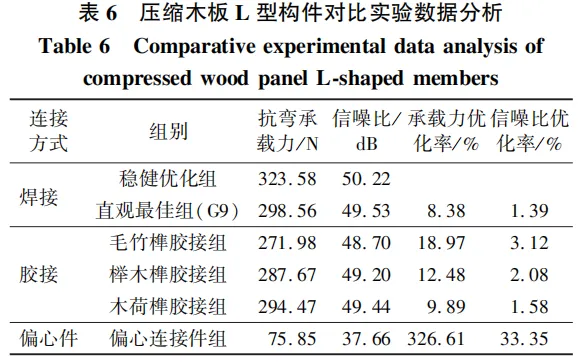
各组的实验数据及相对的优化率如表6所示。由表6可见,稳健优化组相比直观最佳组(G9)的承载力优化率为8.38%,信噪比优化率为1.39%; 稳健优化组采用木荷榫制作,相比木荷榫胶接组的承载力优化率为9.89%,信噪比优化率为1.58%; 而对于偏心连接件组的承载力优化率高达326.61%,信噪比优化率为33.35%。综上,稳健优化组在承载力和信噪比方面相较于其他实验组有显著提升,这表明圆棒榫旋转焊接技术在压缩木基板式家具构件中具有代替传统节点连接方式的潜力,并且稳健优化方法在提升家具结构性能方面具有科学性和合理性。







 10个月宝宝每天需要喝多少奶粉?
10个月宝宝每天需要喝多少奶粉?
